金型製品
プレスパネル


トライアル後製品は左のような製品になります。
精度確認は検査治具に入れ、要求精度を満たすまで修正を加えます。


表)合わせ作業完了後にトライアルした製品です。製品寸法 : t2.3 1020 x 470 mm
裏)ノギスは300ミリのサイズです。
金型


当社で設計から製作まで一貫して行いました。ミッション関係の順送型です。
加圧 300トン 材料寸法 : T2.0 x W178
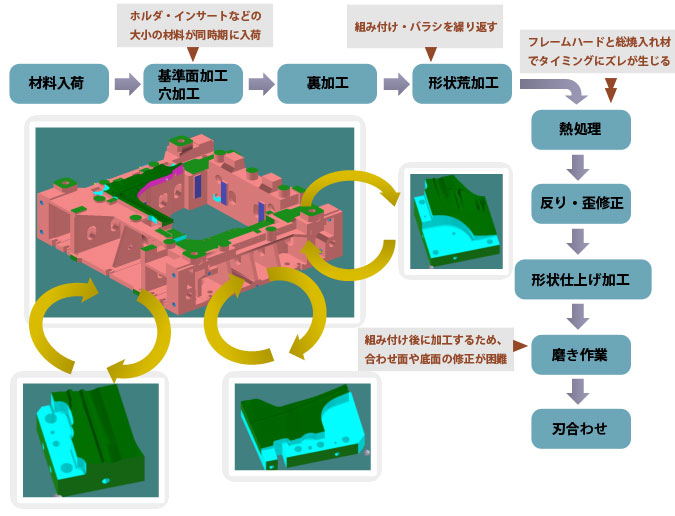
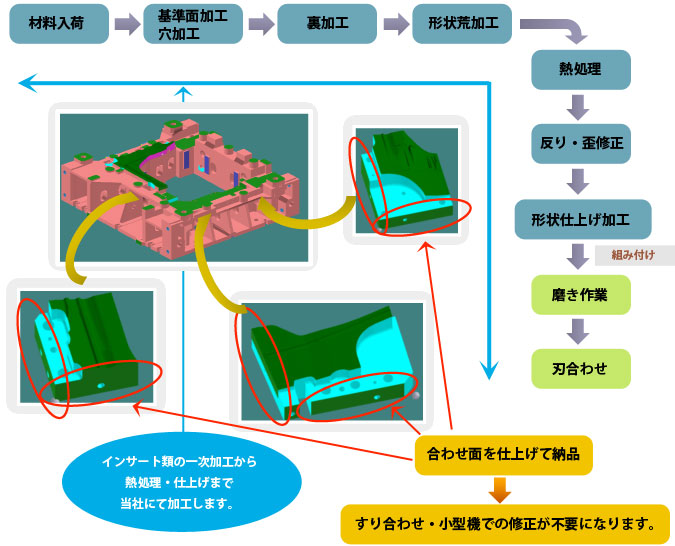
スポッチングプレスによる、面合わせ作業工程です。

合わせ確認を完了した下型です。